CN
CN EN
EN























花鍵齒輪的正擠壓成形和小齒輪的切割成形
發表時間:2022-02-22 網址:http://www.runjingde.cn/ 編輯:一同傳動
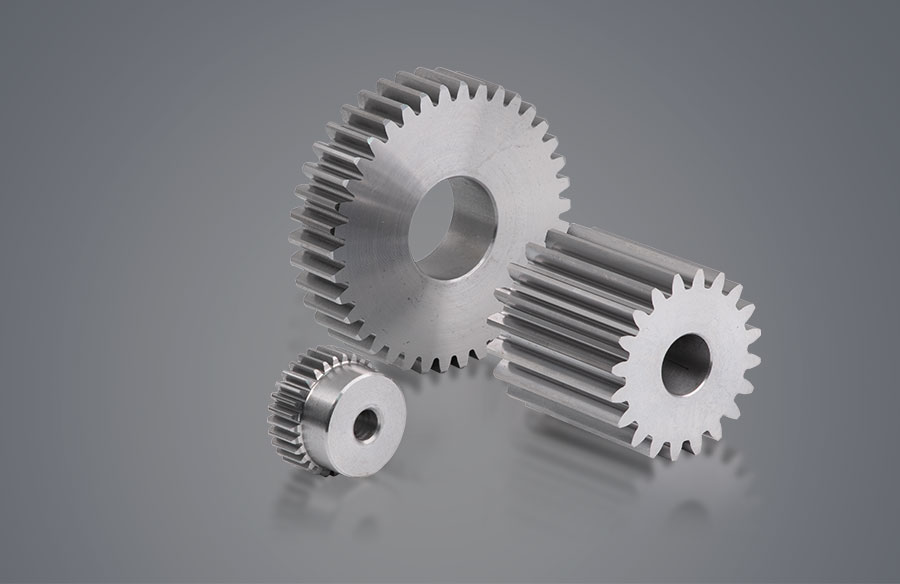
國內外汽車起動齒輪絕大部分用冷鍛方法生產,某公司用冷擠壓工藝生產摩托車花鍵軸,并用分割漸開線花鍵軸的方法生產小模數正齒輪。分割的小齒輪主要用于轎車起動電機行星減速系統。?
非圓柱齒輪的正擠壓成形
齒輪正擠壓成形的另一個案例是非圓柱齒輪的精密成形。
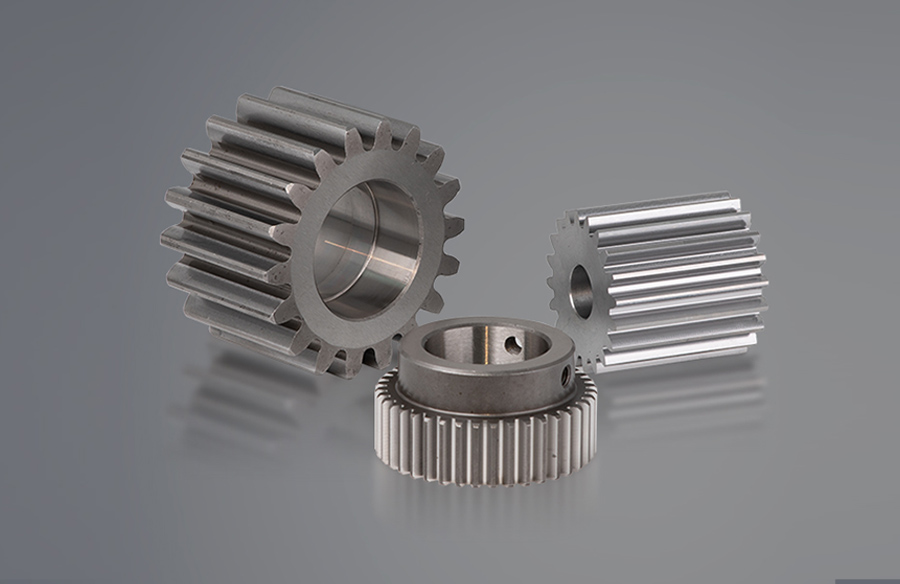
該齒輪采用正擠壓成形后分割加工,比數控滾齒加工的生產效率提高幾十倍。正擠壓的難度與圓柱柱齒輪沒有什么不同。只是當外形與正圓柱異較大時,毛坯最好要用冷拔或其他方法做成與非圓柱齒輪外形相同的形狀。
正擠壓—分割成形的非圓柱齒輪
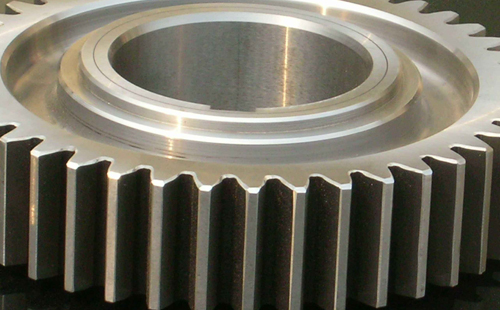
齒輪正擠壓成形的缺點是成形齒坯的頭、尾有較大的塌角和過渡圓弧,因此齒輪兩端面切削余量大,材料利用率不高,也影響了生產效率的進一步提高。另外齒輪端面切削后容易殘留毛刺,而去毛刺是機加工中最傷腦筋的問題。受擠壓變形率的限制,并考慮到模具制造尺寸和冷鍛壓力機能力等因素,齒輪正擠壓成形目前只應用于小規格圓柱柱齒輪的制造。比起切齒加工,齒輪擠壓成形無論是在質量、效率和效益方面,都是一個飛躍。
對于內齒輪的制造,可用齒形沖頭反擠壓成形。用該工藝可制造貫通的內齒輪,也可制造底部不通的內齒輪。在后一種場合,齒輪冷鍛成形不需要預加工退刀槽,因而在有限尺寸內可保證制出最大限度的有效齒形,從而可優化零部件結構,減小齒輪傳動系統的尺寸并提高齒輪強度。
<上一篇:齒輪加工熱精鍛造工藝
>下一篇:齒輪的導程和標準螺桿的導程相等
最新資訊NEWEST
定制咨詢
13380197236