CN
CN EN
EN























圓柱齒輪的正擠壓成形
發表時間:2022-06-07 網址:http://www.runjingde.cn/ 編輯:一同傳動
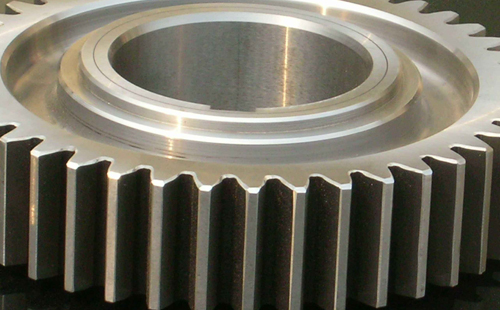
圓柱齒輪的正擠壓成形是較早得到應用的齒輪成形工藝。典型零件是汽車起動電機小齒輪,及齒輪正擠壓模具結構。是起動齒輪的工藝過程。
由于冷鍛過程是金屬在高應力下的塑性變形,因此,冷鍛成形的起動齒輪組織致密,金屬纖維連續,疲勞強度和耐磨性比切削加工的齒輪要高出許多。圓柱齒輪特別是冷擠成形的起動齒輪結構上一端封閉,為輪齒提供了額外的抗彎強度,最適合于汽車起動機頻繁沖擊和高載荷工況下工作。

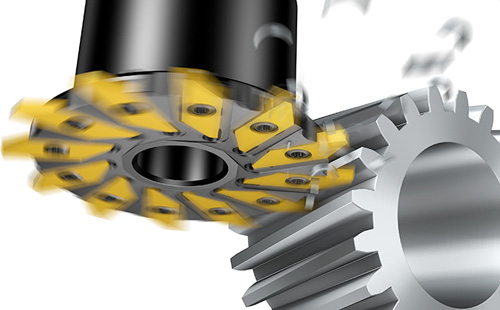
齒輪正擠壓成形時,齒形凹模可以用高精度線切割機床加工。圓柱齒輪當齒形擠壓模具采用高速鋼材料,模具齒形制造精度達到(DIN)6級,在批量生產條件下,齒輪成形精度穩定達到(DIN)8—9級。考慮到模具的彈性變形和磨損,在大批量生產時改用硬質合金模具并合理設計冷鍛變形率,可使正擠壓齒輪的齒形精度進一步達到(DIN)7—7.5級。
成形模的齒形設計要考慮冷鍛過程中模具的彈性變形和模具磨損的影響,對模具齒形加以必要的修正。由于在擠壓過程中模具曲率大的部分磨損速率大于曲率小的部分,因此,采用標準齒形的齒輪擠壓模齒頂處的磨損明顯大于齒面和齒根處的磨損。如果對齒形作適當修正,可使模具齒形獲得均勻磨損的效果,從而得到較長的模具壽命。
圓柱齒輪正擠壓成形工藝的另一特出優點是模具齒形由數控線切割加工得到,在少齒數齒輪加工時通過編程即可獲得理想齒形而不必擔心根切。在加工特殊齒形或修正齒形場合,采用數控線切割加工齒形比齒輪的展成加工或仿形加工更方便、更快捷、更正確。
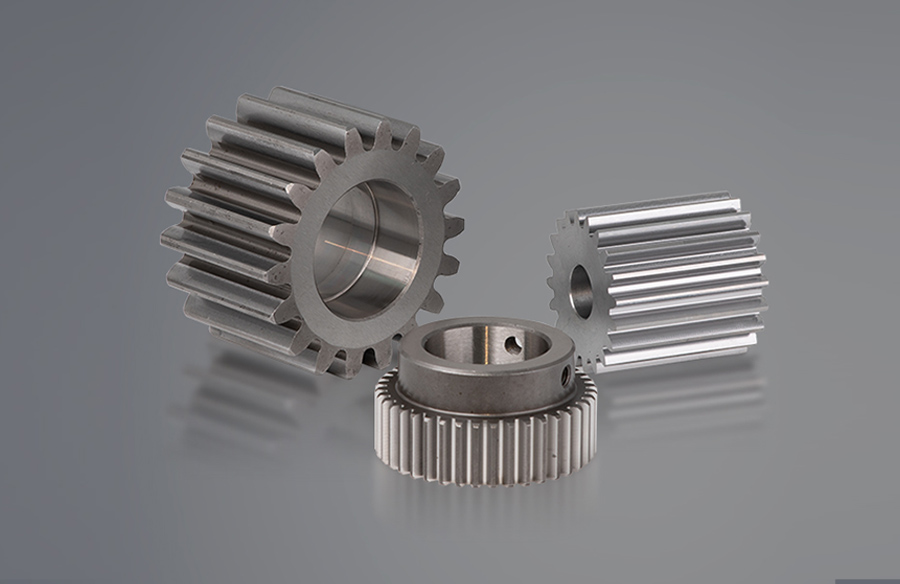
花鍵冷鍛成形是齒輪正擠壓成形的一個特例。漸開線花鍵的成形相當于擠壓一個較長的正齒輪,矩形花鍵的擠壓與漸開線花鍵的擠壓相似。從另一方面考慮,小模數正齒輪可采用分割漸開線花鍵軸的方法來得到。
<上一篇:一同傳動接受廣東電視臺采訪,2022廣州國際工業自動化展會
>下一篇:齒輪檢測3種方法