CN
CN EN
EN























插齒加工如何去毛刺
發(fā)表時(shí)間:2020-11-28 網(wǎng)址:http://www.runjingde.cn/ 編輯:一同傳動(dòng)
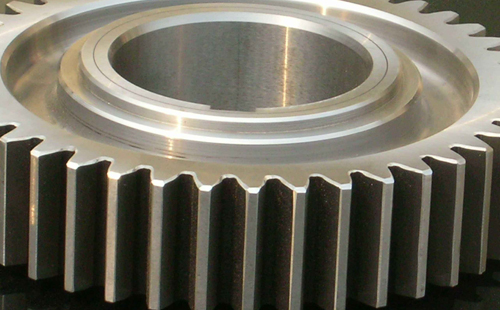
某汽車(chē)零部件配套公司尋求作者公司供應(yīng)一臺(tái)插齒機(jī)及專用去毛刺機(jī)構(gòu),用于加工汽車(chē)變速箱盤(pán)形齒輪。該公司要求盤(pán)形齒輪在進(jìn)行插齒加工時(shí),齒底端面產(chǎn)生的毛刺由機(jī)床去毛刺機(jī)構(gòu)自動(dòng)去除。盤(pán)形齒輪如圖1所示。
所要加工的齒部位于盤(pán)形齒輪上部,齒形為標(biāo)準(zhǔn)漸開(kāi)線齒形。值得注意的是,齒部齒底端面A面低于盤(pán)形齒輪法蘭上端面B面,齒底端面去毛刺動(dòng)作較難實(shí)現(xiàn),原因是傳統(tǒng)去毛刺機(jī)構(gòu)適用的零件,齒底端面都高于法蘭面。
傳統(tǒng)自動(dòng)去毛刺機(jī)構(gòu)工作原理如圖2所示。
去毛刺機(jī)構(gòu)的刀片、刀桿在后部油缸的推動(dòng)下沿導(dǎo)軌做直線運(yùn)動(dòng),刀片直接被送至齒底,隨著插齒時(shí)工件的旋轉(zhuǎn),實(shí)現(xiàn)自動(dòng)去毛刺。很顯然,由于A面比B面低,傳統(tǒng)去毛刺機(jī)構(gòu)實(shí)現(xiàn)不了去毛刺的功能。
01去毛刺動(dòng)作軌跡
分析盤(pán)形齒輪的特征,筆者提出去毛刺機(jī)構(gòu)采用X、Y兩個(gè)方向軌跡動(dòng)作相結(jié)合的方式。去毛刺動(dòng)作軌 跡如圖3所示,實(shí)例如圖4所示。
刀片從初始位置J開(kāi)始沿X方向平移,停止在盤(pán)形齒輪凹槽上方位置K。然后沿Y方向移動(dòng),下降至凹槽中位置L。刀片再次沿X方向移動(dòng),到達(dá)齒底端面位置M停止。刀片返回時(shí),沿原軌跡由位置M返回位置J。
02去毛刺機(jī)構(gòu)
針對(duì)盤(pán)形齒輪,筆者設(shè)計(jì)了一種去毛刺機(jī)構(gòu),如圖5所示。為了實(shí)現(xiàn)刀片X方向分段運(yùn)動(dòng),控制刀片停止在位置K的準(zhǔn)確性,將傳統(tǒng)的油缸推動(dòng)改為伺服電機(jī)加 滾珠絲杠副形式。為了實(shí)現(xiàn)刀片Y方向移動(dòng),在Y方向設(shè)計(jì)了一個(gè)小油缸,油缸活塞桿升降位置對(duì)應(yīng)刀片位置 K、L。刀片的高度可以通過(guò)刀座下方的螺釘微調(diào),提高去毛刺的效果。
03去毛刺步驟
(1) 在盤(pán)形齒輪進(jìn)行插齒過(guò)程中,同步啟動(dòng)去毛刺機(jī)構(gòu)。
(2) 啟動(dòng)伺服電機(jī),通過(guò)伺服電機(jī)驅(qū)動(dòng)滾珠絲杠副,進(jìn)而驅(qū)動(dòng)底板沿直線導(dǎo)軌副X方向移動(dòng),使刀片到達(dá)盤(pán)形齒輪中心環(huán)形槽的正上方,然后伺服電機(jī)停止運(yùn)行。
(3) 啟動(dòng)液壓油缸,通過(guò)液壓油缸帶動(dòng)刀座體沿Y方向下降,同時(shí)帶動(dòng)刀片下降,使刀片伸入盤(pán)形齒輪中心環(huán)形槽的內(nèi)部,進(jìn)而使刀片順利進(jìn)入需要去除毛刺的空間。
(4) 再次啟動(dòng)伺服電機(jī)驅(qū)動(dòng)滾珠絲杠副,通過(guò)滾珠絲杠副驅(qū)動(dòng)刀片伸入需要去除毛刺的空間,并使刀 片與齒部齒底端面相配合。
(5) 插齒機(jī)正常工作過(guò)程中帶動(dòng)盤(pán)形齒輪轉(zhuǎn)動(dòng),盤(pán)形齒輪轉(zhuǎn)動(dòng)經(jīng)過(guò)刀片時(shí),實(shí)現(xiàn)去除齒部齒底端面毛刺的功能。
(6) 盤(pán)形齒輪插齒加工完成后,齒部齒底端面的毛刺一并去除。
筆者對(duì)盤(pán)形齒輪插齒加工時(shí)的去毛刺問(wèn)題進(jìn)行研究,設(shè)計(jì)了去毛刺機(jī)構(gòu)和軌跡,實(shí)現(xiàn)了對(duì)盤(pán)形齒輪齒部齒底端面毛刺的自動(dòng)去除。試驗(yàn)證明,去毛刺機(jī)構(gòu)去除齒部毛刺效果良好,效率高,大大減輕了工人的勞動(dòng)強(qiáng)度,節(jié)約了生產(chǎn)成本。
<上一篇:齒輪加工中的強(qiáng)力噴丸工藝