CN
CN EN
EN























齒輪滲碳淬火加工工藝相關說明
發表時間:2020-04-27 網址:http://www.runjingde.cn/ 編輯:一同傳動
齒輪滲碳淬火加工工藝相關說明如下,供參考了解,不清楚的地方或相關需求,可向一同廠家免費咨詢。
滲碳淬火工藝是根據齒輪的技術要求而制定的。
我們將齒輪的齒面硬度分為二檔:HRC56-62,HRC58-63。
對齒輪的芯部硬度也分為二檔:HRC33-42,HRC35-45。
齒輪的有效硬化層深度δ是參考美國弗朗特齒輪公司的標準和西馬克公司的標準制定的。我們定為δ=(0.2-0.25)m(模數)。
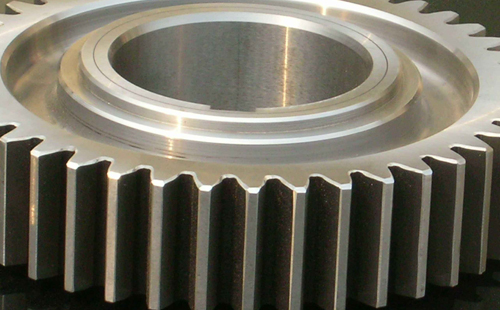
有效硬化層深度是指在齒寬中部及半齒高處,硬度值低于表面HRC10處與表面之間的垂直距離。
據有效硬化層得硝定滲碳層深,根據《AGMA材料及熱處理手冊》滲碳層深為有效硬化層深的1.i-i.3倍。
控制表面碳濃度十分重要,因為表面碳濃度過低,不能達到設計的硬度標準。
過高,則容易熱后形成粗大塊狀和網狀碳化物,影響齒面的耐磨性,并使硬化層脆性增加而發生剝落,并降低輪齒的疲勞強度。
為此,我們把表面碳濃度控制在0.75-0.95%C。
齒輪的金相組織按照JB/ZQ4039-88重機標準,要求碳化物<=3級,馬氏體及殘余奧氏體<=4級,芯部鐵素體<=4級。
根據上述要求,結合我們的滲碳設備情況,制定了滲碳工藝,其工藝曲線如圖2所示。滲碳層深保溫時間的關系如表3所示。

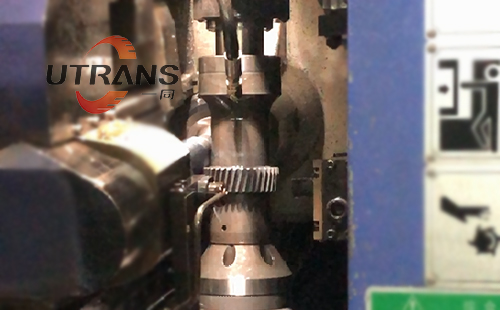
上述工藝是在進口的德固沙滲碳爐中進行的。整個滲碳過程由計算機控制,我們只要輸入工藝參數,它就能自動按照程序運行,自動測出碳勢及自動調節。
滲碳后一般都要經過高溫回火。因為對于20CrNi2Mo、17CrNiMo6等含Ni的合金鋼,滲碳后保留有大量殘余奧氏體。
為了提高滲碳層表面硬度,在一次淬火前應進行高溫回火。
回火溫度的選擇應以最有利于殘余奧氏體的轉變為原則,對20CrNi2Mo鋼常采用660℃連續6h回火。
回火后采用一次淬火工藝,對于20CrNi2Mo鋼滲碳后采用810-830℃淬火。
滲碳淬火齒輪最難控制的是變形,其變形量現性是在表面硬化工藝中最差的,受許多因家影響。
為了盡量減少齒輪變形,重要齒輪,特別是大型重敦齒輪,在滲碳前需妥進行預先熱處理,經常用的是調質。通過控制預先熱處理的硬度,還能改善切削加工性能。
>下一篇:精密齒輪盤加工工藝說明(供參考了解)