CN
CN EN
EN























大齒輪加工
發表時間:2020-04-15 網址:http://www.runjingde.cn/ 編輯:一同傳動
一、大齒輪產品定義:
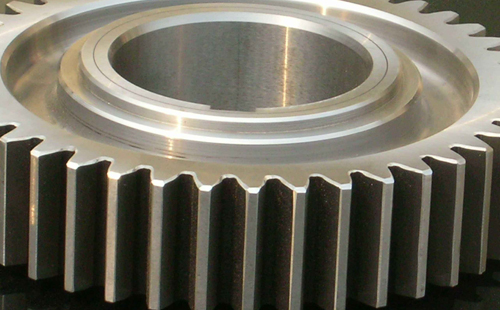
齒頂圓直徑相對越大的齒輪稱為大齒輪,又叫大齒圈,比較適合的淬火方式是火焰淬火。大齒輪一般負荷比較大,要求產品表層硬度要高,而內層則硬度適中、抗應力性強。
大型齒輪是輪緣上有齒能連續嚙合傳遞運動和動力的機械元件,齒輪齒數為偶數,且開口要在齒槽上,兩半齒圈要符合,是礦山、電力、鍛壓、冶金、水泥、交通等行業的專用及通用設備。
大號齒輪傳動結構,當和小齒輪連接時會加快其轉速,這對于某些如攪拌機那樣需要一定轉速需求的機械來說非常重要。
二、大齒輪產品結構:
有齒槽、輪齒、法面、端面、齒根圓、齒頂圓、分度圓、基圓等幾個結構部分,每個結構的作用都不同。
三、大齒輪鑄造加工工藝特點:
大齒輪直徑大、壁薄,在冷熱加工過程中易產生各種不規則的變形,特別是齒面,為此需要控制和掌握不同直徑的齒圈熱加工變形規律以減少變形,穩定冷熱加工工藝。
在重載齒輪傳動中,大齒圈薄壁類零件的熱處理要求一般有兩種,一種是調質處理,另一種是滲碳淬火處理,齒部精切齒和磨齒在調質處理以后進行,不受熱處理變形影響。其主要變形形式是切削加工變形。消除切削應力、減少加工變形、保證齒面切削加工后的調質硬度是工藝優化的關鍵所在。

1、當齒圈直徑大于1000mm、壁厚小于100mm時(具體要看結構形式),由于冷加工切削應力大,切割加工時的車削、滾齒加工及夾緊方法易造成加工變形和內應力積累,使加工后橢圓度和尺寸改變,所以需要將半精車和精車分開,并增加穩定化處理工序,消除內應力后再精加工,以保證產品質量的穩定性。
2、調質處理的齒圈一般采用中碳鋼或中碳合金鋼。由于受材料淬透性能影響,大模數齒圈的吃齒深度往往要超過材料淬透性能深度,影響了齒面硬度,所以需要采用開坯粗滾齒或粗插齒的方法來保證調質后的齒面硬度,常用于模數≥12的齒輪進行開坯加工。
四、大齒輪的安裝:
大齒輪常制成兩瓣,用螺栓牢固聯接,以便于運輸、安裝和更換。大齒輪在筒體上的安裝方式有三種:切向與縱向彈簧板安裝,以及與筒體剛性連接。
大齒輪的裝配普遍選用的是用螺栓將齒圈固定到筒體或端蓋法蘭上。有的是用一排螺栓固定磨頭端蓋、筒體法蘭和大齒圈法蘭。
五、大齒輪的運行穩定對齒數的選擇有要求:
大齒輪在進行齒數選擇是每種齒制都有較小的一個值,主要原因是防止滾齒時發生根切,因此在選擇齒輪時齒數盡可能小,確定齒數時,應符合轉速圖上傳動比的要求,一對嚙合齒輪的齒數互為質數,至少不能互為整數倍數,以免局部齒磨損嚴重。所以確定傳動比就很重要。在選擇齒數時也需要按中心距和傳動比平衡齒數與模數的關系進行選擇。
六、大齒輪的保養與維護方法:
1、作為在大型設備中常常會用到的零部件,大齒輪定期的保養是十分重要的,仔細的保養與維護可以避免產生不必要的損毀。
2、在進行齒輪安裝的同時,應當注意大齒輪的松緊度,過松,或過緊都會影響產品的正常使用,同時也會加劇產品的磨損。在使用過程中,應當定期為齒輪添加輪滑油進行潤滑,并查看連接的緊密度。如發現損毀,應當及時進行替換。
球磨機大齒輪采用優質鑄鋼,滾齒加工,具有經久耐用,承載力強,它在使用過程中都會有一定的磨損,因而,要求大齒輪材質具有足夠的耐磨性和較高的硬度。目前球磨機大齒輪材質通常選用ZG310~570,但在加工前須經正火加回火熱處理,使硬度降為HB170~200。
絕大多數的齒輪都是用銑床、滾床切削制成的。但在有些精度要求不高的機器上,往往采用鑄齒齒輪,因為鑄齒比銑齒和滾齒的耐磨性好,而且成本低。鑄齒大齒輪的形狀和鑄造工藝,按照翻鑄數量的多少,可采用幾種不同的造型方法。
<上一篇:6種大小齒輪熱處理加工方法分享
>下一篇:直齒傘齒輪