CN
CN EN
EN























齒輪加工
發表時間:2019-10-30 網址:http://www.runjingde.cn/ 編輯:一同傳動
一、齒輪加工:
齒輪加工的關鍵在于齒面加工,方法有刀具切削加工和砂輪磨削加工等。是利用機械的方法獲得齒輪特定結構和精度的工藝過程。按照加工原理,可分為展成法和成形法兩大類。
二、齒輪加工產品類型:
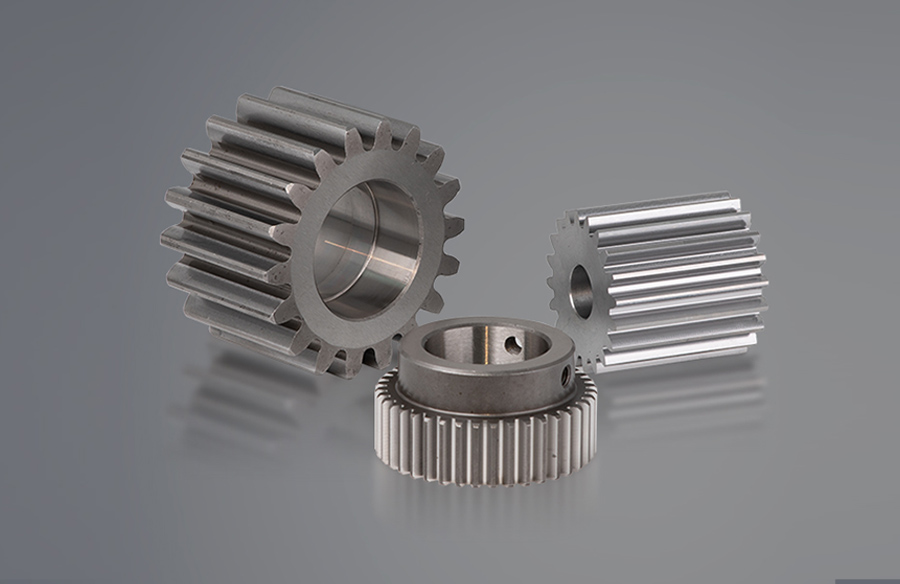
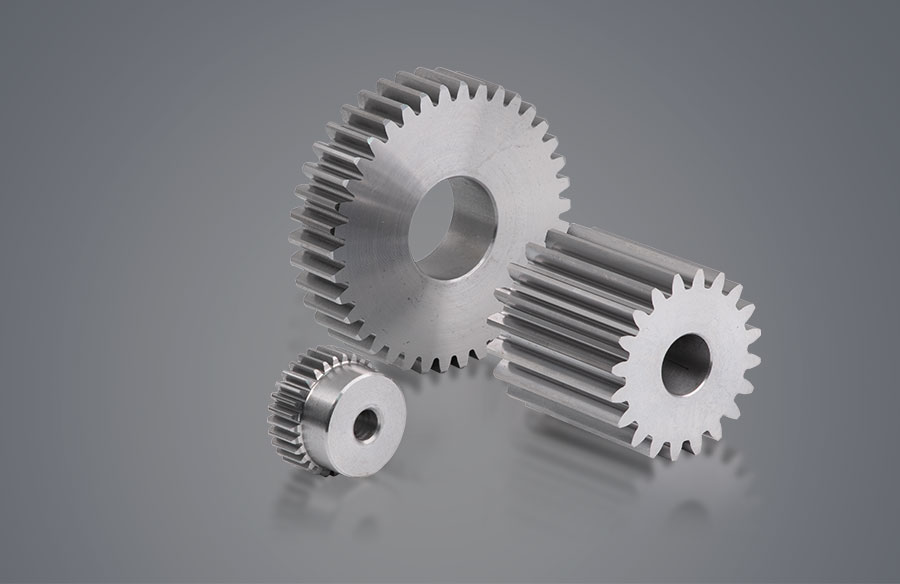
1、圓柱齒輪:
按齒形可分為直齒和斜齒,按輪齒所處位置可分為外齒輪和內齒輪,按零件結構可分為盤齒和軸齒等。
圓柱齒輪用于平行軸動力和運動的傳遞,如變速箱速度變換、發動機點火正時等。
2、齒環類:
如用于變速同步控制的同步器齒環屬于外齒環,用于行星變速傳動的齒圈和用于變速連接的滑動齒套屬于內齒環。
3、錐齒輪:
根據齒形可分為直齒錐齒輪和螺旋錐齒輪。其中螺旋錐齒輪,根據齒形加工原理和方法的差別在國際上形成了不同的制度體系,通常稱為制式。
錐齒輪用于交叉軸或交錯軸動力和運動的傳遞,如后橋的差速器和減速器等。
4、特殊用途齒輪:
如機油泵齒輪、速度表蝸桿、轉向齒條等等。
三、齒輪加工的6種方法:
滾齒、展成法磨齒、成形磨齒、插齒、剃齒、銑齒等。
四、齒輪加工工藝:
汽車齒輪一般屬于大批量專業化生產,圓柱齒輪和錐齒輪具有廣泛的代表性,根據不同結構及精度需要采用不同的工序組合。
齒輪加工過程中的微小變形及工藝穩定性控制相對復雜。
毛坯鍛造后大多要采用等溫正火,以期獲得良好的加工性能和趨勢變形的均勻金相組織;
對于精度要求不高的低速圓柱齒輪可以熱前剃齒而熱后不再加工,徑向剃齒方法的應用擴大了剃齒應用范圍;
圓柱齒輪熱后加工有珩齒和磨齒兩種方式,珩齒成本低但齒形修正能力弱,磨齒精度高而成本高;
采用沿齒高方向的齒頂修緣和沿齒長方向的鼓形齒修形工藝能夠顯著降低齒輪嚙合噪聲和提高傳動性能。

直齒錐齒輪主要用于差速器,由于速度低,精度要求相對較低,精鍛齒形是重要發展方向。
螺旋錐齒輪加工計算和機床調整中,以往非常復雜和耗時的手工操作已被現代專用軟件和計算機程序所取代,有限元分析的引入使工藝參數設計更為可靠和便捷。
螺旋錐齒輪熱后加工有研齒和磨齒兩種,由于磨齒的成本高、效率低且有局限性而目前大多采用研齒,研齒幾何上的修正能力很弱,因此螺旋錐齒輪的從動齒輪多采用滲碳壓淬工藝。
齒輪材料及其熱處理技術發展是齒輪加工中對變形控制的具有挑戰性的課題。
齒輪加工工藝及生產流程舉例:
齒輪按規格尺寸煅料-精車齒輪(C45/42Cr需調質內外孔形狀倒角/圓角)-齒輪滾齒加工-齒輪拉鍵/打孔/攻絲/擠棱去毛刺-16MnCr整體滲碳,C45/42Cr高頻淬火(50~62HRC)-磨內孔/磨外圓/磨端面/磨平面-高精度硬刮磨削-高精度磨削-齒輪硬度檢測-同心度/齒形等精度檢測-尺寸/公差/平行/垂直度等檢測-齒輪刻標/清洗上油/裝箱發貨
五、齒輪加工刀具:
齒輪加工具有專用且復雜的刀具系統,需要根據不同的齒輪產品和加工方式選擇和設計不同的刀具。
如用于圓柱齒輪加工的滾刀、剃齒刀、插齒刀,用于螺旋錐齒輪加工的各種銑齒刀具,用于直齒錐齒輪的圓拉刀。
齒輪刀具的刃磨一般需要由專門的機床來完成,如滾刀鏟磨機床、多功能剃齒刀磨床、螺旋錐齒輪刀具磨床等。
六、齒輪加工機床:
汽車齒輪加工機床可分為圓柱齒輪和錐齒輪加工機床兩大類,具有不同的精度水平和適用范圍。
1、圓柱齒輪加工機床按工藝方式可分為滾齒、插齒、剃齒、珩齒、磨齒、擠齒、倒角機床等。
2、錐齒輪加工機床按工藝方式可分為銑齒、刨齒、拉齒、磨齒、研齒、倒角、滾動檢驗、淬火機床等。
廣東一同傳動-是一家擁有10年+精密齒輪加工定制的品牌廠家,產品型號規格齊全。關于齒輪加工,如有不清楚的地方或相關需求,都可向一同技術人員需求解決方案。
<上一篇:如何控制齒輪加熱過程中的畸變?
>下一篇:6種齒輪加工方式方法,你都知道嗎?